Conservation Journal
April 1994 Issue 11
Sand cast aluminium
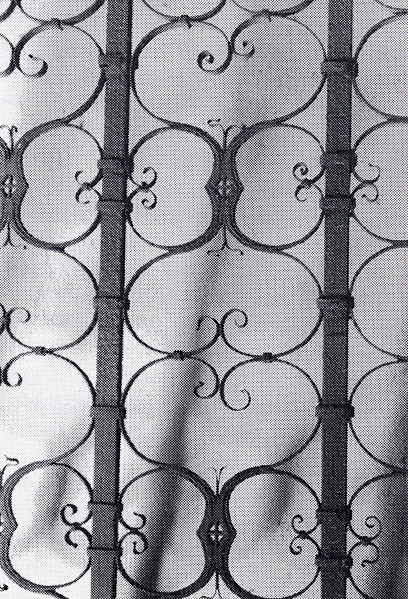
Fig 1. Wrought iron nave screen (click image for larger version)
Last year, as part of the RCA/V&A Conservation Course, specialising in metals, I was required to write a 'Materials and Techniques' essay. The subject I chose was 'Metal Casting' and as part of the research, I spent three days in Taylor's Foundry, Haverhill. My first year on the course had been spent, unusually, outside the V&A. I was placed in the studios of freelance conservator Rupert Harris, whose work covers a very broad range of projects for both private collectors and institutes such as the National Trust. On occasion, objects or parts of objects have to be cast as replacements or replicas to be used in conservation-related projects, and much of this work is done by Taylor's Foundry. This was one reason for my choice of 'metal casting' for the materials and techniques essay.
The subject of casting was, obviously, extremely useful as a research project in itself, affording some insight into the methods of manufacture of a vast number of metal objects treated in both the Museum and in Rupert Harris' studio. My visit to Taylor's Foundry was also interesting as there were two separate conservation-related runs of castings being made for Rupert at the time I was there. These castings were destined, ultimately, for the National Trust houses: Telscombe Manor and Ham House.
The foundry employs around 25 people, using industrial sand moulding to cast in a range of aluminium and copper alloys. Items cast may be as unromantic as pieces for kidney dialysis machines, hot plates and specialised motor parts, but I also saw designer furniture cast for Mark Brazier Jones. The range of work is very wide and the numbers of each casting run can vary from a handful to thousands. The castings for National Trust objects are a very small part of this range.
The wrought ironwork shown (Fig. 1) is from a church nave screen that has stood for many years in the grounds of Telscombe Manor, once owned by a collector who filled the gardens with examples of ironwork collected and salvaged from diverse origins. The nave screen comprises a framework of vertical bars to which identical units are strapped but, through neglect and the fact of its having stood outside for so long, the units are now heavily corroded and some are missing entirely. The present owners wanted new units made to replace those lost but the cost of forging, in iron, about 20 new units was felt to be prohibitive. The iron units are decorative, not structural, so the strength of the replacements was not an issue. It was therefore decided to cast the pieces in aluminium which, when attached, would give the appearance of completeness to the screen at first glance, especially as the missing sections were grouped near and at the bottom of the screen rather than at eye level. As both original and new sections of the screen were to be repainted the difference in metals would not be obvious. Under close inspection, though, it would be possible to identify the cast replacements from the hand forged originals.
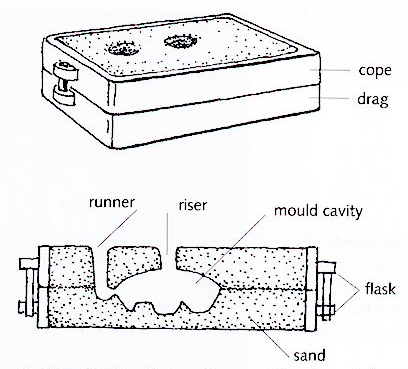
Fig. 2 Sand casting flask and cross section through the mould (click image for larger version)
The principle of sand casting is very simple. Molten metal is poured into a cavity in a volume of packed sand - the cavity having been produced by first packing the sand around a 'pattern' (a model of the required casting). When cooled, the metal cast is broken out of the sand. Traditionally, the sand for casting is packed into 'flasks'. These are paired metal boxes, without tops or bottoms, fitted together by means of locating pins on the upper half (the 'cope'), and eye holes on the lower half (the 'drag').
Fig. 2 shows a flask and cross section through a simple mould. Metal will be poured down the 'runner' and air will escape through the 'riser' (gases can also escape through the relatively porous sand). The pattern for the mould shown in the diagram would be made in two pieces, located by pins. It would usually be made in some hardwearing material (eg. wood or metal) and the mould built up around it (Fig. 3). The pattern and formers would then be removed and the metal poured. The pattern for the Telscombe Manor screen differed from the above form only in that each half was mounted on a wooden board, the boards locating with the cope and drag.
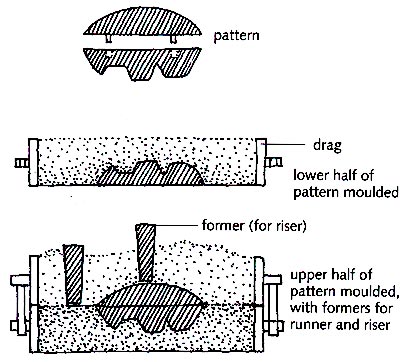
Fig. 3 Moulding with a two-part pattern (click image for larger version)
A wide range of sands are used for casting: 'green sand' is the traditional moulding material, containing (besides sand), 3 to 18% clay and 2 to 10% water. Various types of sand and various additives such as cement and coal dust can be added to obtain different properties. Green sand holds its shape in a mould through the binding ability of the water and clay. It is reusable and economical but makes fragile moulds.
Oil sands (bound with linseed or some other oil), and dry sands (baked hard with, sometimes, the addition of sawdust, straw or even horse dung), are also traditional materials for making moulds.
Modern innovations have made moulding quicker and easier with the introduction of additives such as resins which, mixed automatically with the sand as it comes out of a hopper, cause it to set hard within minutes - setting time is variable depending on the hardener used. Sands which set hard with the injection of either nitrogen or carbon dioxide gas are also used.
The Telscombe Manor castings used a resin-impregnated air-set sand, as above.

Fig. 4 Opened mould (click image for larger version)
Once poured, the metal freezes and a small aluminium-cast mould is soon cool enough to be opened. Fig. 4 shows the way in which the metal was fed, from two runners, into the mould by long 'reservoirs' cut in the sand along either side of the cast. This was done in order to feed the mould along its entire length, rather than from one or two points only, to ensure the thin sections were filled before the metal froze. The cast will now be removed, runners and risers etc. cut off, and the cast cleaned up.
The second rim of castings were made for Ham House. A radiator case of wrought iron and cast bronze stands at one end of a long hall in the house. Unfortunately an identical case which should stand at the opposite end has been lost. A complete replica was therefore required to restore symmetry to the hall. The case consists of a frame of wrought ironwork which was relatively simple and could be remade in wrought iron for the replica. Again for reasons of cost, though, some non-structural pieces which would have been difficult and expensive to have hand-made individually were cast in aluminium.
There are four different designs of leaf shaped decorations, which are hammered out of sheet steel and bolted onto the front of the ironwork. These decorations are repeated around the case. Like the nave screen, the use of repetition makes these pieces immensely suitable for casting.
The casts were made by removing the 'leaves' and using them as the patterns from which to cast. In this instance the use of air-setting sand was invaluable. Out of interest I attempted to mould one of the leaves in green sand but found that the mould was damaged by the leaf's sharp edges and modelling which caught on the sand as it was withdrawn. Using a traditional type of sand it would probably have been necessary to first copy the leaves to create patterns for moulding, with the result that the cast would be a further stage removed from the original. Using the more robust setting sand this stage was unnecessary.
The leaves were quite thin for casting in aluminium and in order to give the metal more height and hence more force to drive it through the mould before it froze a 'pouring cup' of moulded sand was glued on to the top of the mould to contain an extra weight of metal. There was no riser in the moulds for these castings, instead air was led away from the mould through horizontal air vents scraped in the sand at the interface between the cope and drag.
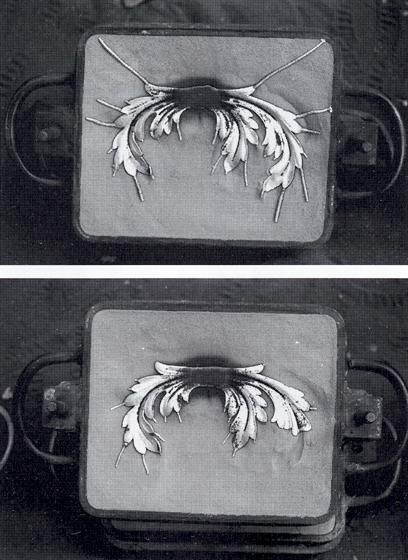
Fig. 5 Top: Cast decoration. Bottom: Imperfect cast (click image for larger version)
Fig. 5 shows two casts, still in their moulds. The upper example has cast well - the mould is filled and some of the air vents show up, also filled with metal. In the lower cast, the metal did not reach the edge of the mould in the lower right hand corner before it froze. The casts, being very thin, were nearly at the limit of what this particular process could achieve and there proved to be a higher than average casualty rate. With metal casting, though, there is little wastage of materials - the metal being re-melted and used again - and it was still a very economical way of creating the replicas.
In addition to wrought iron, the radiator had four identical large bronze panels bolted into the frame. The originals had been sand cast so it was an obvious solution to remove a panel from the case and use it as a pattern from which to cast another four in bronze. One interesting inaccuracy was created as a result of using original pieces as patterns for casting the replicas; this is that the final casts were smaller than the originals owing to the shrinkage of the cooling metal in the mould. The bronze panels had to fit precisely into the frame of the case so the entire replica has been scaled down by one or two percent to match the cast pieces.
April 1994 Issue 11
- Editorial
- A saint unveiled
- 17th Century Chinese canopied bed
- Recording the changes: V&A conservation departmental archive
- The ageing & stabilisation of shellac varnish resin - an undergraduate research project at Imperial College
- Treatment of an early 18th Century Indian chintz qanat
- ICCROM - Japanese paper conservation course 1993: an introduction to the ancient skills of scroll mounting for the modern conservator
- Sand cast aluminium